通过认证
通过认证
“中频电源淬火机床(WH-VIII-160)”参数说明
| 型号: | WH-VIII-160 | 产量: | 100台 |
“中频电源淬火机床(WH-VIII-160)”详细介绍
中频电源淬火机床//中频淬火炉技术参数:
型号:WH-VIII-160
输入功率:160
输入电压:三相380V 50-60Hz
振荡频率:15−25KHz15−35KHz
体积:主650×480×1440mm3分500×800×580mm3
中频电源淬火机床//中频淬火炉主要技术参数:
型号:DLX-SK-1000最大淬火长度(mm):1000
最大装夹工件长度(mm):1000最大回转直径(mm):≤φ500
工件移动速度(mm/s):2-60旋转速度(r/min):40-150
顶尖移动速度(mm/min):40-480工件重量(kg):≤80
输入电压(v):220电机总功率(kw):1.5
外型尺寸(长×宽×高):1200×580×2300
产品主要有以下特点:
1、本机床采用PC机工业数字控制系统,性能先进,调试使用方便,能最大程度满足复杂工件的淬火需要。
2、本机床能够实现淬火方式:连续扫描淬火、同时淬火、分段连续扫描淬火(分段靠程度设定,不需行程开关,下同)、分段同时淬火。
3、本机床适用的典型工件(在相应尺寸的范围内)轴类:各种轴类、台阶轴、齿轮轴、凸轮轴、半轴、盘型零件的外圆、端面等。
4、本机床电器控制系统预留淬火加热及冷却水控制接口。可根据工艺需要对淬火过程及冷却过程进行控制。
5、运行成本低。工件运转驱动电机只需250W,整机耗电量不到机械设备的五分之一。
6、采用型材结构机身,成本低,重量轻,经济实用。
7、使用维护方便,故障率低,无渗漏现象,解决了老式机床老大难问题。
8、自动化程度高,生产效率高。
9、导轨采用直线轴承,精度高,摩擦小,寿命长。
10、配重装置通过链轮、链条平衡重量。
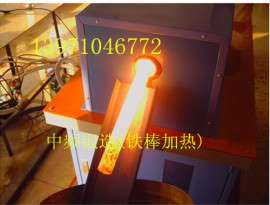
【感应淬火,表面感应淬火】
表面淬火、钢的表面淬火
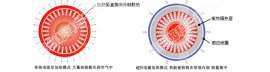
有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。
型号:WH-VIII-160
输入功率:160
输入电压:三相380V 50-60Hz
振荡频率:15−25KHz15−35KHz
体积:主650×480×1440mm3分500×800×580mm3
中频电源淬火机床//中频淬火炉主要技术参数:
型号:DLX-SK-1000最大淬火长度(mm):1000
最大装夹工件长度(mm):1000最大回转直径(mm):≤φ500
工件移动速度(mm/s):2-60旋转速度(r/min):40-150
顶尖移动速度(mm/min):40-480工件重量(kg):≤80
输入电压(v):220电机总功率(kw):1.5
外型尺寸(长×宽×高):1200×580×2300
产品主要有以下特点:
1、本机床采用PC机工业数字控制系统,性能先进,调试使用方便,能最大程度满足复杂工件的淬火需要。
2、本机床能够实现淬火方式:连续扫描淬火、同时淬火、分段连续扫描淬火(分段靠程度设定,不需行程开关,下同)、分段同时淬火。
3、本机床适用的典型工件(在相应尺寸的范围内)轴类:各种轴类、台阶轴、齿轮轴、凸轮轴、半轴、盘型零件的外圆、端面等。
4、本机床电器控制系统预留淬火加热及冷却水控制接口。可根据工艺需要对淬火过程及冷却过程进行控制。
5、运行成本低。工件运转驱动电机只需250W,整机耗电量不到机械设备的五分之一。
6、采用型材结构机身,成本低,重量轻,经济实用。
7、使用维护方便,故障率低,无渗漏现象,解决了老式机床老大难问题。
8、自动化程度高,生产效率高。
9、导轨采用直线轴承,精度高,摩擦小,寿命长。
10、配重装置通过链轮、链条平衡重量。
【感应淬火,表面感应淬火】
表面淬火、钢的表面淬火
有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。