通过认证
通过认证
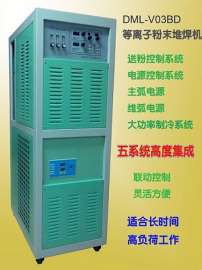
“循环流化床锅炉水冷壁防磨堆焊处理设备”参数说明
| 品牌: | 上海多木 | 作用对象: | 金属 |
| 电流: | 直流 | 用途: | 修补 |
| 作用原理: | 逆变 | 电弧电流: | 2-120A |
| 最大输出负载率: | 80% | 维弧电流范围: | 2-10A |
| 脉冲频率范围: | 50Hz | 离子气体流量: | 0.25-3 |
| 型号: | Dml-V02bd | 规格: | 111111 |
| 商标: | 上海多木 | 包装: | 12312 |
| 123: | 234 | 345: | 456 |
| 产量: | 111111 |
“循环流化床锅炉水冷壁防磨堆焊处理设备”详细介绍
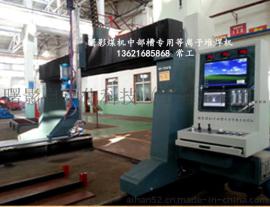
循环流化床锅炉水冷壁防磨工艺
——等离子粉末熔覆技术
上海多木实业有限公司
联系人:周 18817830935
循环流化床锅炉水冷壁管磨损机理与煤粉炉有很大的不同,一方面大量烟气和固体颗粒在上升过程中对水冷壁管进行冲刷;另一方面由于内循环的作用,大量固体颗粒沿炉膛四壁重新回落,对水冷壁管进行剧烈冲刷。特别在水冷壁管和耐火材料层过渡区的凸出部位。因没有上行气流,沿水冷壁管下来的固体颗粒形成涡流,对局部水冷管壁起到一种刨削作用。
影响水冷壁磨损的主要因素有:(1)烟气流速的影响:烟气流速越高磨损越严重,磨损量与烟气流速的三次方成正比。一次风量越大,磨损量越大。另外二次风量越大,对炉内燃烧情况的扰动越剧烈,水冷壁磨损量也越大。(2)烟气颗粒浓度的影响:烟气内颗粒浓度越大,水冷壁磨损量越大。因为颗粒数目越大,对管壁的撞击和冲刷越强烈。在循环流化床锅炉运行过程中,负荷越高,床层密度及床层差压越大,说明颗粒浓度越大,磨损量也越大。循环流化床锅炉由于其特定的燃烧方式,炉内的固体物料密度为煤粉炉的几十倍到百倍以上。(3)燃料性质的影响:燃料颗粒硬度、灰分越大,对水冷壁管壁的切削作用越强烈,磨损量越大。尤其在掺烧煤矸石或其它高硬度燃料时,会大缩短水冷壁管爆管的运行时间。(4)安装及检修质量的影响:锅炉安装及检修质量不好,例如,受热面鳍片没有满焊,造成大量颗粒外漏,造成对水冷壁管侧面的磨损。或管屏表面留下大量焊接后的凸起部位,形成颗粒涡流加剧磨损。(5)锅炉本身动力场的影响:由于炉膛内烟气流速分布不均匀,四角处的烟气流速比中间大许多,所以磨损情况比其它部位严重。
目前国内针对水冷壁修复大部分采用电喷涂,而电喷涂在修复过程中又会出现很多问题:(1)对于燃用劣质煤锅炉,防磨周期短,一般不超过三个月;(2)喷涂施工要求高。喷涂厂家多,良莠不齐。喷涂后容易出现褶皱翘起,运行中容易脱落,甚至大面积脱落,成为新的磨损爆管点; (3)破坏水冷壁管焊接特性:电喷涂合金材料渗入母材,破坏其焊接特性,易造成水冷壁管爆裂;(4)二次处理周期长,检修工作量大:锅炉爆管停炉后,必须冷却并打磨干净后,再实施熔覆和二次喷涂;(5) 电喷涂使用周期短,年喷涂,累积总费用高。
随着电喷涂出现的诸多问题和电厂对此工艺提出的种弊处而无法解决,等离子粉末熔覆技术已在锅炉水冷壁修复行业取得诸多成绩与广大电厂的一致好评。
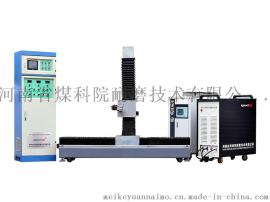
等离子粉末熔覆机是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该熔覆工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能。其技术优势:(1)熔覆层表面光滑,无裂纹,无气孔,耐磨持久;(2)厚度远远高于喷涂层厚度,而且可控;(3)相对于喷涂层的机械挤粒子结合来讲,熔覆防磨层为冶金结合,在保证HRC5以上的基础上,结合强度高;(4)同等厚度的情况下,耐磨寿命是喷涂层寿命的3倍,一般熔覆层厚度1.5-3mm,;(5)可以根据用户的要求及入炉煤的特点调整熔覆层的厚度,以保证防磨年限,最低可保证3年,最高可5年以上。
——等离子粉末熔覆技术
上海多木实业有限公司
联系人:周 18817830935
循环流化床锅炉水冷壁管磨损机理与煤粉炉有很大的不同,一方面大量烟气和固体颗粒在上升过程中对水冷壁管进行冲刷;另一方面由于内循环的作用,大量固体颗粒沿炉膛四壁重新回落,对水冷壁管进行剧烈冲刷。特别在水冷壁管和耐火材料层过渡区的凸出部位。因没有上行气流,沿水冷壁管下来的固体颗粒形成涡流,对局部水冷管壁起到一种刨削作用。
影响水冷壁磨损的主要因素有:(1)烟气流速的影响:烟气流速越高磨损越严重,磨损量与烟气流速的三次方成正比。一次风量越大,磨损量越大。另外二次风量越大,对炉内燃烧情况的扰动越剧烈,水冷壁磨损量也越大。(2)烟气颗粒浓度的影响:烟气内颗粒浓度越大,水冷壁磨损量越大。因为颗粒数目越大,对管壁的撞击和冲刷越强烈。在循环流化床锅炉运行过程中,负荷越高,床层密度及床层差压越大,说明颗粒浓度越大,磨损量也越大。循环流化床锅炉由于其特定的燃烧方式,炉内的固体物料密度为煤粉炉的几十倍到百倍以上。(3)燃料性质的影响:燃料颗粒硬度、灰分越大,对水冷壁管壁的切削作用越强烈,磨损量越大。尤其在掺烧煤矸石或其它高硬度燃料时,会大缩短水冷壁管爆管的运行时间。(4)安装及检修质量的影响:锅炉安装及检修质量不好,例如,受热面鳍片没有满焊,造成大量颗粒外漏,造成对水冷壁管侧面的磨损。或管屏表面留下大量焊接后的凸起部位,形成颗粒涡流加剧磨损。(5)锅炉本身动力场的影响:由于炉膛内烟气流速分布不均匀,四角处的烟气流速比中间大许多,所以磨损情况比其它部位严重。
目前国内针对水冷壁修复大部分采用电喷涂,而电喷涂在修复过程中又会出现很多问题:(1)对于燃用劣质煤锅炉,防磨周期短,一般不超过三个月;(2)喷涂施工要求高。喷涂厂家多,良莠不齐。喷涂后容易出现褶皱翘起,运行中容易脱落,甚至大面积脱落,成为新的磨损爆管点; (3)破坏水冷壁管焊接特性:电喷涂合金材料渗入母材,破坏其焊接特性,易造成水冷壁管爆裂;(4)二次处理周期长,检修工作量大:锅炉爆管停炉后,必须冷却并打磨干净后,再实施熔覆和二次喷涂;(5) 电喷涂使用周期短,年喷涂,累积总费用高。
随着电喷涂出现的诸多问题和电厂对此工艺提出的种弊处而无法解决,等离子粉末熔覆技术已在锅炉水冷壁修复行业取得诸多成绩与广大电厂的一致好评。
等离子粉末熔覆机是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该熔覆工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能。其技术优势:(1)熔覆层表面光滑,无裂纹,无气孔,耐磨持久;(2)厚度远远高于喷涂层厚度,而且可控;(3)相对于喷涂层的机械挤粒子结合来讲,熔覆防磨层为冶金结合,在保证HRC5以上的基础上,结合强度高;(4)同等厚度的情况下,耐磨寿命是喷涂层寿命的3倍,一般熔覆层厚度1.5-3mm,;(5)可以根据用户的要求及入炉煤的特点调整熔覆层的厚度,以保证防磨年限,最低可保证3年,最高可5年以上。